

The first phase in IWC’s yearlong celebration of its 150th anniversary was the much-heralded launch of the brand’s Jubilee Collection at SIHH 2018. The second phase was unveiled today, with the grand opening of the Swiss watchmaker’s all-new watch manufacturing center (“Manufakturzentrum”) just outside the brand’s ancestral home of Schaffhausen, Switzerland.
According to IWC CEO Christoph Grainger-Herr, the new manufacture, which was completed in just 21 months, carries on the tradition established by IWC’s American founder, Florentine Ariosto Jones, in its melding of traditional watchmaking techniques with modern production technology. “Ever since [Jones] established this approach to engineering, we have been systematically developing it; even today, we continue to combine skilled workmanship and sophisticated technology in our new Manufakturzentrum,” Grainger-Herr says. “But the building has more to offer than just optimal conditions for production and excellent working conditions for our employees – it also embodies the spirit of the IWC brand and allows visitors from all over the world to see up close how our manufacture movements and cases are produced.”

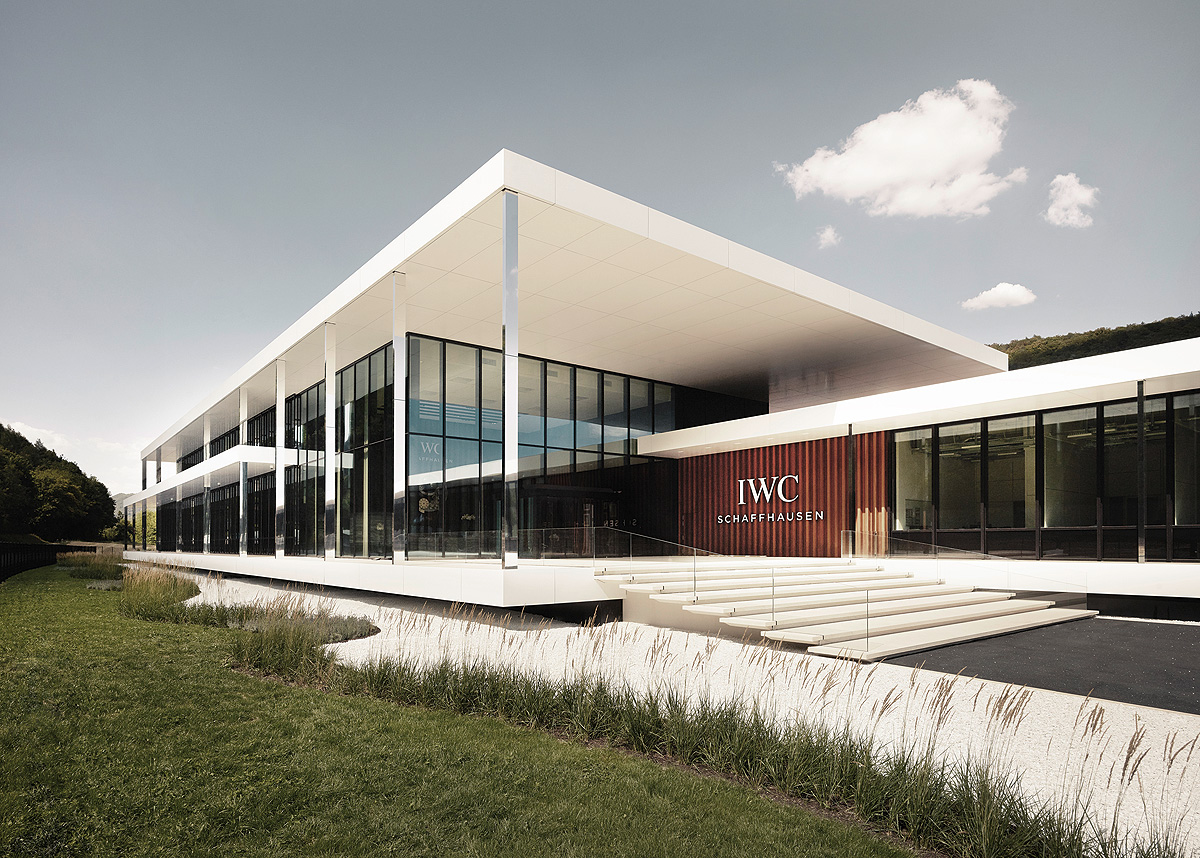
The 13,500-square-meter structure, with a black framed glass facade and white, flat roofing, brings together under one roof the production of movement components as well as the assembly of in-house movements and cases. Its luxuriously appointed 9-meter-high entrance lobby offers direct access to the movement-component production workshop in which approximately 1,500 different components are produced, including essential pieces for IWC’s self-winding Caliber 52 and 82 families, its manual-winding Caliber 59 family, and its chronograph Caliber 69 family. These include large pieces such as mainplates, bridges, and rotors, as well as smaller elements like switching levers and springs, all the way up to components used in high-horology pieces like tourbillons and annual and perpetual calendars.
Because of the need for extreme precision and high tolerances in the machining of parts, this stage of production is highly automated ans computer-controlled. A mainplate for a Caliber 52, for example, requires nearly 400 geometric features with tolerances in the area of a few 1/1000ths of a millimeter. The centers that produce these components can machine multiple brass blanks in a single clamping arrangement for maximum precision. An articulated robot is employed to feed the raw material and to remove the finished components.


After the components are machined, they are sent to the electroplating workshop, where they receive the surface finishing that both protects the from corrosion and renders them visually appealing. According to IWC’s COO Andreas Voll, “A protective coating made from nickel and rhodium, for example, prevents brass components from tarnishing and developing patina. It also gives the components their silvery white color.” This workshop is also where the most complicated finishing operations take place, such as those on engraved components like barrel bridges. After a barrel bridge has been gold-plated, a first coating is applied; once the côtes de Genève engraving has been added, the bridges are then rhodium-plated in an electroplating bath to remove any remaining coating and leave a shiny golden gleam.
While the component production process is largely automated, the next step, assembly of the finished movement, is performed mostly by hand. Pre-assembly begins with the plates and bridges being formed into ébauches, which are then sent to an assembly line on which other components kept in stock are added. The process is set up in an efficient style that would likely have pleased the firm’s pioneering founder, F.A. Jones, using multiple sub-processes that assigns watchmakers with specific expertise to each individual step. “Having the assembly process for our different caliber families organized into dedicated lines enables us to maximize the quality standards we are able to attain,” says Voll. An innovative oiling machine, developed by the employees themselves, allows up to several dozen oiling points in the movements to be lubricated with a high degree of precision.


Cleanliness is also of optimum importance in watchmaking; even the tiniest traces of dust can hinder a movement’s performance. To prevent such problems, IWC has established a “cleanroom” atmosphere similar to those used for the manufacture of computer chips. Fifty thousand cubic meters of air are circulated through the building every hour, ensuring that the environment is higher than the surrounding atmospheric pressure and thus making it harder for dust particles to enter.
On the basement level are the case production facilities, stocked with meter-long bars of all the metals used in the making of IWC watch cases, including stainless steel, titanium, rose and white gold, platinum, bronze, and an innovative new material called Ceratanium, described by Voll as “robust and light as titanium and as hard and scratch-resistant as ceramic materials.” The machining process for the case blanks is controlled by computer-controlled milling centers, and can take many hours to complete; working with platinum is the most time-consuming operation. Between 30 and 50 cases can be made from each metal bar. After each case has been machined, it proceeds to the final stages of polishing and, in some cases, laser engraving on its caseback.


The fruits of a CHF 42 million investment, IWC’s new Manufakturzentrum includes 238 workstations (with a capacity for 400) and uses 2,200 square meters of solar panels to deliver 275,000 kilowatt-hours of clean power per year. This is all in keeping with the building’s design, which IWC’s architecturally trained CEO says was inspired by modernist exhibition pavilions. “This blend of gallery, workshop and engineering trade fair seemed to me to be a fitting architectural foundation on which to base the design, and the classical modernist style is an excellent match for our brand,” says Grainger-Herr. “We are a manufacturer with a 150-year history, but we are also a manufacturer that looks to the future. This is perfectly encapsulated in modernist architecture. Rather than backwards-looking neoclassicism, it is a classical interpretation with a nod to the future.”






Simply amazing! Congrats to IWC